
TL;DR:
- Digital textile printing offers cost-effective, full-color, and on-demand custom apparel production.
- It uses inkjet technology to apply designs directly onto fabrics, eliminating screens and minimum orders.
- This method is ideal for small brands needing fast turnaround, flexible designs, and sustainable options.
Screen printing has dominated custom apparel for decades, and many small business owners still assume it’s the only way to get sharp, detailed prints on fabric. That assumption is costing them time and money. Digital textile printing uses inkjet technology to transfer designs directly from digital files onto fabric, no screens, no plates, no minimum order headaches. For independent artists and small clothing brands, this technology changes everything. This guide walks you through how it works, which method fits your needs, and how it stacks up against traditional screen printing so you can make smarter production decisions.
Table of Contents
- What is digital textile printing?
- How does digital textile printing work? Step-by-step explained
- Types of digital textile printing: DTF, DTG, sublimation and more
- Digital textile printing vs screen printing: Key differences for small runs
- What most guides miss about digital textile printing
- Upgrade your apparel with digital textile printing
- Frequently asked questions
Key Takeaways
| Point | Details |
|---|---|
| Flexible for small runs | Digital textile printing allows even tiny apparel brands to create custom designs without expensive setup. |
| Right method for your fabric | DTF and DTG techniques work best for natural fibers, while dye-sublimation excels with polyester. |
| Eco-friendly advantage | Digital textile printing saves significant water and energy compared to traditional screen printing. |
| Choose for complex designs | Digital methods make detailed, multicolored, or gradient-heavy artwork practical and affordable. |
What is digital textile printing?
At its core, digital textile printing uses inkjet technology to apply designs directly from a digital file onto fabric without the need for screens or printing plates. Think of it as a highly specialized printer that treats fabric the same way your office printer treats paper, except the results are vibrant, wash-resistant, and production-ready.
This approach removes the traditional barriers that made custom printing expensive for small orders. With screen printing, you pay for screen setup, color separation, and plate creation before a single shirt gets printed. Digital printing skips all of that. Your file goes in, your print comes out.
Here’s what makes digital textile printing especially valuable for small brands and artists:
- No setup costs or plates: Every order starts fresh from your digital file
- Unlimited color options: Gradients, photographic images, and complex artwork print exactly as designed
- Short run friendly: Order one piece or one hundred without cost penalties
- Fast turnaround: Design changes take minutes, not days
- On-demand production: Print only what you need, when you need it
The vibrant DTF ink for apparel used in modern digital printing systems has improved dramatically over the past few years. Colors are richer, adhesion is stronger, and the prints hold up through repeated washing better than early digital methods ever did.
Understanding how DTF printing works gives you a clearer picture of why this method suits custom apparel so well. The ink bonds at a molecular level with the fabric fibers, creating a print that feels soft and moves naturally with the garment.
Pro Tip: Because digital printing requires no physical setup, you can test a new design on a single sample before committing to a full production run. This is a game changer for artists launching new collections or businesses testing market response.
For small clothing brands, the ability to produce limited drops, personalized items, and one-off custom pieces without minimum order requirements is not just convenient. It’s a competitive advantage.
How does digital textile printing work? Step-by-step explained
Knowing the process helps you prepare better files, choose the right fabrics, and avoid costly mistakes. Here’s how a typical digital textile printing workflow runs from start to finish:
- Digital design creation: Your artwork is built or finalized in software like Adobe Photoshop or Illustrator. Resolution matters here. Files should be at least 300 dpi at print size for clean, sharp output.
- Fabric selection and pre-treatment: The best fabrics for DTF printing are chosen based on the printing method. Pre-treatment solution is applied to improve ink adhesion, especially on dark or synthetic materials.
- Printing: Inkjet nozzles deposit ink directly into the fabric fibers in precise patterns controlled by your digital file. The printer reads your design and lays down color layer by layer.
- Fixation: The printed fabric goes through steaming, heat pressing, or washing to permanently bond the ink to the fibers. Skip this step and the print will wash out fast.
- Finishing and inspection: The finished piece is checked for color accuracy, coverage, and print quality before it’s packaged or shipped.
The textile materials for DTF printing you choose directly affect how well ink adheres and how vibrant the final print looks. Cotton absorbs ink naturally. Polyester and synthetic blends often need special inks or transfer methods to get comparable results.
“The process includes digital design creation, fabric selection and pre-treatment to enhance ink adhesion, printing via inkjet nozzles depositing ink into fibers, fixation by steaming, heat, or washing to bond ink permanently, and finishing and inspection.” What is Digital Textile Printing?
Pro Tip: Pre-treatment is the step most beginners skip or rush, and it’s also the step that causes the most print failures on dark fabrics. If your prints look washed out or patchy on black shirts, inadequate pre-treatment is usually the culprit. Invest in a quality pre-treatment machine or service if dark garments are a regular part of your lineup.
Each step in this process builds on the last. A great design on the wrong fabric with poor fixation will still produce a disappointing result. Getting all five stages right is what separates professional output from amateur work.
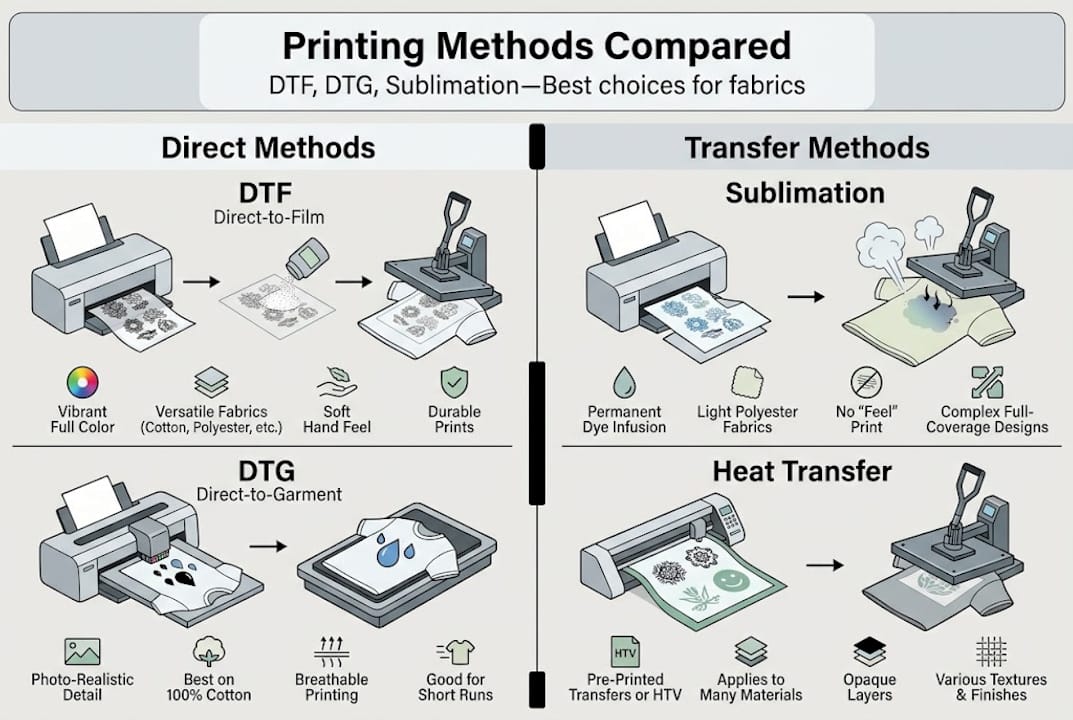
Types of digital textile printing: DTF, DTG, sublimation and more
Not all digital textile printing is the same. The method you choose determines which fabrics you can print on, how durable the result is, and what your per-unit costs look like. Here’s a breakdown of the main options.
Direct-to-Fabric methods like DTF and DTG work best on natural fibers like cotton using pigment or reactive inks, while dye sublimation targets synthetics like polyester by converting ink to gas that bonds permanently into the fiber.

| Method | Best Fabric | Ink Type | Best Use Case |
|---|---|---|---|
| DTF (Direct-to-Film) | Cotton, blends, synthetics | Pigment | Custom transfers, small runs, mixed fabrics |
| DTG (Direct-to-Garment) | 100% cotton | Pigment, reactive | On-demand single garments, detailed artwork |
| Dye Sublimation | Polyester, synthetics | Dye-sublimation | Sportswear, all-over prints, performance gear |
| Reactive Digital | Natural fibers | Reactive dye | Fashion, soft-hand prints, premium apparel |
For a detailed side-by-side look, the DTF vs sublimation guide breaks down exactly when each method wins. If you’re deciding between DTF and DTG specifically, the DTF vs DTG printing comparison covers the practical differences for custom apparel production.
Key considerations when choosing your method:
- DTF is the most flexible option because transfers can be applied to almost any fabric type, including blends and synthetics
- DTG delivers the softest hand feel on 100% cotton but struggles on dark polyester
- Sublimation produces zero-fade prints on polyester but cannot print on dark garments or natural fibers
- Reactive digital gives the most premium feel for fashion applications but requires specialized equipment
For most small clothing brands and independent artists starting out, DTF offers the best combination of flexibility, print quality, and low entry cost. You’re not locked into one fabric type, and you can apply transfers in-house with a heat press.
Digital textile printing vs screen printing: Key differences for small runs
Screen printing still has its place, but it’s not always the right tool. Understanding where digital printing wins and where screen printing holds its ground helps you build a smarter production strategy.
Digital printing outperforms screen printing for small custom runs because there’s no setup cost, no color limits, and no minimum order. Screen printing wins on large volumes where durability and cost per unit matter most, though DTG prints may fade faster on synthetics.
| Factor | Digital Printing | Screen Printing |
|---|---|---|
| Setup cost | None | High (screens per color) |
| Color limit | Unlimited | Typically 6-8 colors |
| Minimum order | 1 piece | Usually 12-24 pieces |
| Detail and gradients | Excellent | Limited |
| Cost per unit (large runs) | Higher | Lower |
| Turnaround speed | Fast | Slower |
| Eco-impact | Lower | Higher |
The sustainability angle is significant. Reactive digital printing reduces water use by 70% and energy consumption by 55% compared to screen printing. The global digital textile printing market is also projected to reach USD 11.6 billion by 2030 at a 12.7% CAGR, which signals where the industry is heading.
Key advantages digital printing holds over screen printing for small brands:
- No upfront investment in screens or films
- Full-color photographic prints are possible without extra cost
- Design changes happen instantly without reprinting screens
- Smaller inventory risk because you can print on demand
The impact of DTF’s role in textile manufacturing shows how quickly this technology is reshaping what small producers can realistically accomplish without large capital investment.
Pro Tip: Many successful apparel shops run hybrid workflows. They use digital printing for small custom runs, samples, and complex designs, then switch to screen printing for large reorder quantities of proven bestsellers. You don’t have to choose one forever.
What most guides miss about digital textile printing
Most articles on digital textile printing stop at the comparison chart and call it done. Here’s what actually matters when you’re running a real apparel business.
The sustainability numbers are genuinely impressive, but they don’t tell the whole story. Digital prints on synthetic fabrics can fade faster than screen prints if post-treatment is rushed or skipped. The eco-advantage is real, but the durability advantage is not automatic. It depends heavily on your finishing process.
Digital printing is unbeatable for rapid prototyping, testing new designs, and fulfilling custom one-off orders. But if you’re producing a core product that customers will wash twice a week for two years, screen printing still offers better long-term wash durability for high-volume basics.
The real opportunity is in knowing when to use each method. Experienced producers use digital for speed and flexibility, and screen printing for proven, high-volume items. Troubleshooting DTF transfers early in your process saves you from expensive reprints later. Pre-treatment and proper heat fixation are not optional steps. They are the difference between a professional result and a print that disappoints your customer after the third wash.
Upgrade your apparel with digital textile printing
If you’ve made it this far, you already understand that digital textile printing is not just a trend. It’s a practical, scalable solution for small clothing brands and artists who want professional results without the overhead of traditional printing setups.
At Transfer Kingz, we specialize in high-quality DTF transfers that give you the flexibility to print on virtually any fabric with no minimums and fast turnaround. Whether you’re based locally and looking for DTF transfers in Dallas, need DTF transfers across Texas, or want to learn how DTF shirt transfers are changing custom apparel, we have the tools and expertise to support your production goals. Upload your artwork, build your gang sheet, and get started today.
Frequently asked questions
What fabrics are best for digital textile printing?
Cotton and natural fibers work best with DTG and DTF methods, while polyester and synthetics deliver the most vibrant, lasting results with dye sublimation because the ink bonds permanently into the synthetic fiber structure.
Does digital printing last as long as screen printing?
Digital prints hold up well on cotton but may fade faster on synthetics without proper post-treatment. Screen printing generally offers greater wash durability for high-frequency laundering over time.
Is digital textile printing eco-friendly?
Yes. Reactive digital printing cuts water use by 70% and reduces energy consumption by 55% compared to traditional screen printing, making it a significantly more sustainable production method.
What file types and design resolution are needed?
High-resolution PNG, TIFF, or PSD files at 300 dpi are the standard for digital textile printing. Lower resolution files will produce blurry or pixelated prints, especially on larger garment areas.
0 comments